Tillverkning av verktyg är en av de viktigaste delarna i formsprutning och är helt avgörande för en stabil process med önskat utfall. Att ta fram ett formsprutningsverktyg kräver stor teknisk kompetens då verktyg för varje enskild produkt kräver sin specifika utformning. Av just denna anledning har vi på AD-plast alltid strävat efter att bygga vidare på vår verktygsavdelning som idag är ca 750 kvadratmeter och är stommen i vår verksamhet – något som är ovanligt i de flesta formsprutningsföretagen idag. Formverktygen som tillverkas på AD-plast eller köps in från våra leverantörer är tillverkade i högkvalitativt stål för att kunna klara produktion av stora volymer, ibland miljontals produkter.
Hållbar verktygstillverkning
En betydande del för hållbarheten ligger i konstruktionsarbetet där våra konstruktörer lägger mycket tid och tanke på att kunna möjliggöra en lång produktionslivslängd av verktyget. Det finns många olika typer av verktyg och några av dessa, men inte alla, hittar du nedan:
Konventionellt tvåplatteverktyg
Treplatteverktyg
Backverktyg
Verktyg med kollapsande kärnor
Verktyg med roterande kärnor för detaljer med invändiga gängor
Stack- eller etageverktyg
Verktyg med utstötning från fast halva
Familjeverktyg
Verktyg för flerkomponentsformsprutning
Verktyg med smältkärnor
Grunder för verktygstillverkning
Generellt är det ett par grundkrav som måste uppfyllas vid framställningen av ett formverktyg för att produkten ska ha hög kvalitet. Dessa grundkrav består av:
Rätt dimension
Skjuvningsfri fyllning av kaviteterna
Bra avluftning under fyllningsförloppet
Kontrollerad nedkylning av plastsmältan för rätt materialstruktur
Deformationsfri utstötning av detaljerna
Ingötssystem under verktygstillverkning
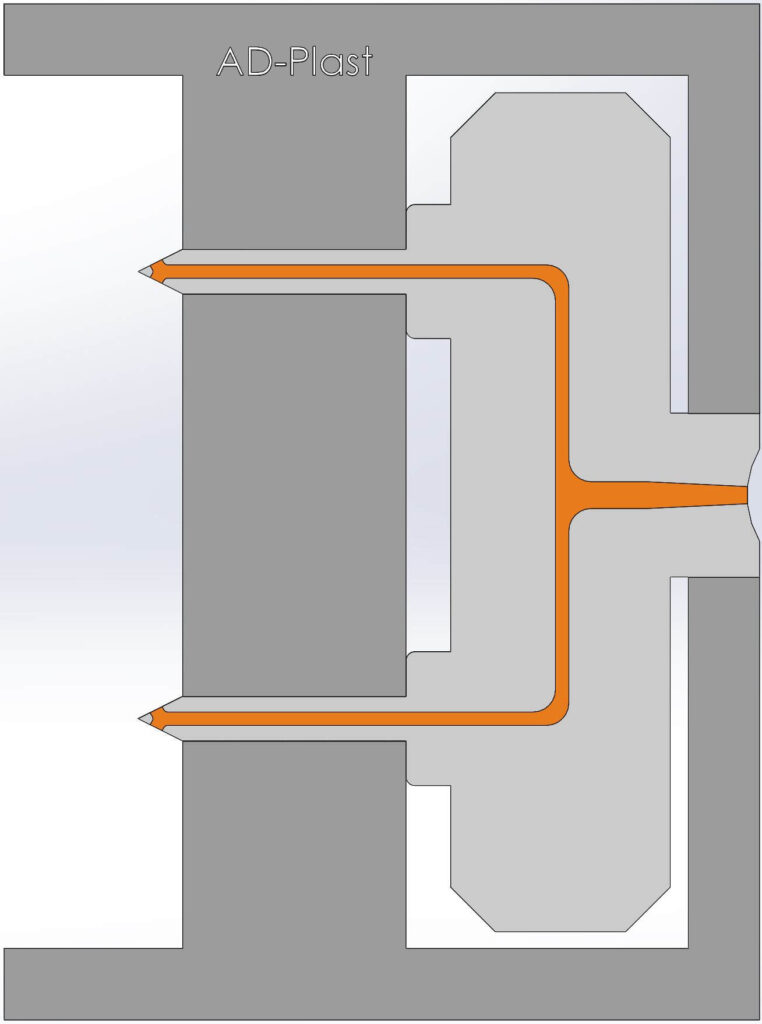
Fortsättningsvis så bestäms det om verktyget ska bestå av ett ingötssystem som definieras av en kallkanal eller en varmkanal. Ingötssystem som består av kallkanaler delas in i tre delar; ingötstapp, fördelningskanaler och intag/ingöt.
Ingötstappen är anslutningen mellan skruvcylinderns munstycke och verktygets fördelningskanaler som ofta består av släpp vinklar för att inte kila fast i insprutningskanalen i verktyget. Fördelningskanalerna leder materialet vidare från ingötstappen och ut till formrummen/kaviteterna. Här är det viktigt att det är balans mellan formrummen så att materialet kan fyllas ut jämnt. Ingötet fungerar som en anslutning mellan ingötstappens fördelningskanaler och formrummen. Ingötet behöver vara dimensionerat på rätt sätt beroende på val av material och utformning av detalj. En tumregel är att man placerar ingötet i detaljens tjockaste vägg eftersom det, tillsammans med eventuella sammanflytningslinjer är detaljens svagaste punkt. Detta ligger också till grund för att ha möjligheten att motverka krymp genom eftertryckskompensering under formsprutningsprocessen.
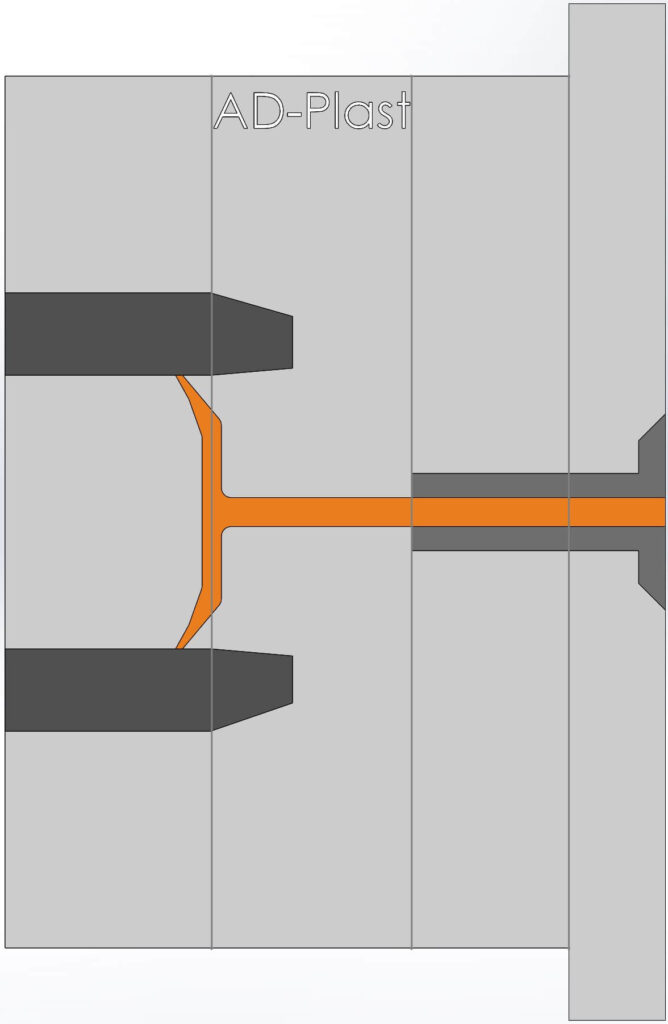
Ingötssystem som består av varmkanaler delas också in i tre delar; ingötsbussning, varmkanalsbalken och varmkanalsdysan. Fördelen med dessa ingötssystem är att man slipper spill i form av fördelningskanaler (göt) under produktionen då materialet ligger smält i varmkanalssystemet.
Bestående delar av verktyget som också är av stor betydelse är tempererings- eller kylsystem, avluftningssystem, utstötarsystem och släppvinklar.
AD-plasts webbplatser använder cookies. Dessa verktyg innehåller små text- eller
pixelfiler som sparas på din dator. Eftersom vi bryr oss om din integritet och vill vara transparenta om hur vi samlar information om dig, innehåller detta meddelande uppgifter om vilka cookies vi använder, hur du kan motsäga dig detta användande och hur detta påverkar din surfupplevelse.
Nödvändiga
Alltid aktiv
Preferenscookies: även kända som “funktionscookies”. Dessa cookies gör att vår webbplats minns val du gjort tidigare, som vilket språk du använder, vilket område du vill besöka när du återvänder.
Alternativ
Den tekniska lagringen eller åtkomsten är nödvändig för det legitima syftet att lagra inställningar som inte efterfrågas av abonnenten eller användaren.
Statistik
Den tekniska lagringen eller åtkomsten som används uteslutande för statistiska ändamål.Statistikcookies: även kända som “prestandacookies”. Dessa cookies samlar in information om hur du använder en webbplats, som vilka sidor du besökte och vilka länkar du tryckte på. Ingen av denna information kan användas för att identifiera dig. Den är sammangyttrad och därmed helt anonym. Dess enda funktion är att förbättra webbplatsens funktionalitet.
Marketing
The technical storage or access is required to create user profiles to send advertising, or to track the user on a website or across several websites for similar marketing purposes.